"Proceso de Soldadura"
 Objetivo.
Objetivo.
El lector de este informe, podrá adquirir los
conocimientos básicos de la soldadura, tales como su clasificación, tipos
existentes y aplicaciones que se le puede dar, así como también dar a conocer la
importancia de este proceso dentro de VWM.
Definición Soldadura
Es un proceso por el cual dos o más piezas de metal se unen por
aplicación de calor, presión, o una combinación de ambos, dando continuidad a
los elementos unidos. La unión puede ser con o sin aporte de otro metal, conocido como metal de aportación, cuya temperatura de
fusión es inferior a la de las piezas que han de soldarse.
Para llevar a cabo este proceso, es necesario portar el correspondiente equipo de protección (careta 12 sombras,traje de carnaza.) para evitar quemaduras en la piel y daño en la vista por la luz ultravioleta. La
soldadura produce humo tóxico, una particularidad que obliga a cuidar las vías respiratorias.
La calidad y la durabilidad de la soldadura dependen de:
-La concentración empleada en la entrada de calor.
-El tipo de material que se añadió.
-El método elegido para realizar la soldadura.
Clasificación de la Soldadura
- Soldadura
heterogénea: Consiste en realizar uniones en las que el material de aportación tiene
menor punto de fusión y diferentes características que el material de base.
Existen dos tipos:
*Soldadura blanda. Se
realiza a temperaturas por debajo de los 400ºC. El material de aportación más utilizado es el estaño y plomo que funde a
230ºC.
*soldadura fuerte. Consiste en el proceso de unión dos metales a través del calentamiento
de estos y la posterior adicción de un metal de aportación, el cual debe tener
una temperatura de fusión mayor a 450ºC y
menor a del material de base.
- Soldadura
homogénea. Los materiales que se sueldan y el metal de aportación, si lo hay,
son de la misma naturaleza. Puede ser oxiacetilénica, eléctrica.
-Soldadura autógena. Los materiales que se sueldan son de la misma naturaleza, pero no se lleva
a cabo con metal de aportación.

Tipos de Soldadura y aplicación.
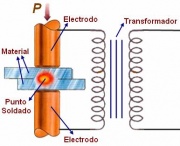
1.-Soldadura por resistencia.
Consiste en hacer pasar una corriente eléctrica de gran
intensidad a través de los metales que se van a unir. Como en la unión de los
mismos la resistencia es mayor que en el resto de sus cuerpos, se generará el
aumento de temperatura en la junta. Aprovechando esta energía y con un poco de
presión se logra la unión.
Los electrodos se aplican a los extremos de las piezas,
se colocan juntas a presión y se hace pasar por ellas una fuerte corriente
eléctrica durante un instante.
La zona de unión de las dos piezas, como es la que mayor
resistencia eléctrica ofrece, se calienta y funde los metales.
Este procedimiento se utiliza mucho en la industria para
la fabricación de láminas y alambres de metal, y se adapta muy bien a la
automatización.
2.- Soldadura por gas.
Consiste en una llama dirigida por un soplete, obtenida
por medio de la combustión de los gases oxígeno-acetileno. El intenso calor de
la llama funde la superficie del metal base para formar una poza fundida.
Con este proceso se puede soldar con o sin material de aporte. El metal de aporte es agregado para cubrir biseles y orificios.
La llama más usada es la oxiacetilénica que alcanza temperaturas de unos 3200º C, aunque también se pueden utilizar llamas de oxipropano, oxihidrógeno u oxigas natural.
Las aplicaciones que se les da es para soldar tuberías
así como también para trabajos de reparación de lámina, cobre, latón y
aluminio.Con este proceso se puede soldar con o sin material de aporte. El metal de aporte es agregado para cubrir biseles y orificios.
La llama más usada es la oxiacetilénica que alcanza temperaturas de unos 3200º C, aunque también se pueden utilizar llamas de oxipropano, oxihidrógeno u oxigas natural.

3.- Soldadura por arco eléctrico.
La fusión del metal se produce como consecuencia del
calor generado por un arco voltaico que se hace saltar entre el electrodo y el
metal base, pudiéndose alcanzar temperaturas que superan los 4000ºC.
Puede ser:
Puede ser:
- Con electrodo no consumible de grafito.
-Con electrodo metálico consumible.
- Por arco sumergido.
El proceso ha demostrado ser el más convincente, especialmente en el campo de la construcción de estructuras, herramientas y dispositivos robustos.
El proceso ha demostrado ser el más convincente, especialmente en el campo de la construcción de estructuras, herramientas y dispositivos robustos.
4.- Soldadura Láser.
Utiliza la energía aportada por un haz láser para fundir
y recristalizar el material o los materiales a unir, obteniéndose la unión
entre los elementos involucrados. Comúnmente no existe aportación de ningún
material externo. Se realiza por el calentamiento de la zona a soldar, y la
posterior aplicación de presión entre estos puntos. Se efectúa bajo la acción
de un gas protector, que suelen ser helio y argón. Mediante espejos se focaliza
toda la energía del láser en una zona muy reducida del material. Cuando se
llega a la temperatura de fusión, se produce la ionización de la mezcla entre
el material vaporizado y el gas protector (formación de plasma ). La capacidad
de absorción energética del plasma es mayor incluso que la del material
fundido, por lo que prácticamente toda la energía del láser se transmite
directamente y sin pérdidas al material a soldar.
Se utiliza en procesos de la rama industrial automovilística,
ya que ofrece alta calidad en la unión de
piezas de las carrocerías, aplicándose a mayor velocidad.

Importancia de la soldadura en Volkswagen de México.
La soldadura es primordial, ya que se lleva a cabo en la mayoría
de los procesos para la unión de las piezas de las carrocerías (Nave 2, 82 y 82
A) dándole forma a los automóviles de VW. También es utilizada en nave 53 para
la construcción de nuevos dispositivos de apoyo y reparación de troqueles.

Cuestionario.
1.- ¿Qué es la soldadura?
R= proceso por el cual dos o más piezas de metal se unen
por aplicación de calor o presión.
2.- ¿Qué equipo de protección se debe utilizar durante el
proceso?
R=careta de 12 sombras, gustes, peto, hombreras, mangas de
carnaza.(mascarilla en ciertas soldaduras.)
3.- ¿Cómo se clasifica la soldadura?
R= Soldadura heterogénea, homogénea, autógena.
5.- ¿Qué es el material de aporte?
R=El metal con el que se van a unir las piezas metálicas.
6.- ¿En qué consiste la soldadura homogénea?
R= Los materiales que se sueldan y el metal de
aportación, si lo hay, son de la misma naturaleza. Puede ser oxiacetilénica,
eléctrica.
7.- ¿En qué consiste la soldadura heterogénea?
R= Realizar uniones en las que el material de aportación tiene
menor punto de fusión y diferentes características que el material de base.
8.- ¿En qué consiste la soldadura autógena?
R= Los materiales que se sueldan son de la misma naturaleza, pero no se lleva
a cabo con metal de aportación.
9.- ¿Qué tipos de soldadura existen?
R=Arco eléctrico, resistencia, gas, laser, etc.
10.- ¿Por qué es importante la soldadura laser en la
industria automotriz?
R=Es importante porque ofrece calidad en el proceso a una alta velocidad.
R=Es importante porque ofrece calidad en el proceso a una alta velocidad.
Bibliografía.
URL de Dibujo.